
История предприятия
История Барнаульского котельного завода ведёт свой отсчёт с 2003 года, когда руководство ОАО "Сибэнергомаш" приняло решение о закрытии цеха по производству энергетической арматуры. В результате под сокращение попало большое количество первоклассных специалистов, занимавшихся производством энергетического оборудования. Из них впоследствии и складывался костяк коллектива нового предприятия.

Сначала арендовав, а затем и выкупив часть территории закрывшегося к тому времени хлопчатобумажного комбината, основатели поставили перед собой задачу добиться максимальной отдачи от каждого квадратного метра производственной площади. Постепенно первая производственная площадка была укомплектована современным высокоэффективным оборудованием.
Были усовершенствованы и модернизированы изделия, которые до этого выпускал ОАО «Сибэнергомаш», учтены все недоработки прежнего производства, а также разработаны новые виды продукции. Всё это позволило в короткий срок, практически начав с нуля, организовать полноценное производство арматуры и редукционно-охладительных установок.
Дальнейшее наращивание объёмов выпускаемой продукции потребовало дополнительных производственных площадей и в 2015 г. было завершено строительство и налажены производственные процессы на второй площадке, параллельно сдан в эксплуатацию административный комплекс.



На сегодняшний день Барнаульский котельный завод - современное, высокотехнологичное, российское предприятие. Один из ведущих производителей энергетической арматуры и оборудования для компаний теплоэнергетического комплекса, химической, нефтехимической, горно-обогатительной, пищевой отраслей на рынке России.
Продукция ООО "БКЗ" успешно эксплуатируется, как на предприятиях в России, так и за ее пределами.
Широкий номенклатурный ряд производимой продукции, серьёзная производственная, технологическая, конструкторская база, а также стремление наилучшим образом решить задачи клиента дают возможность реализовывать даже самые непростые проекты заказчиков.
Основные виды продукции, выпускаемой ООО «БКЗ»
Энергетическая арматура на пар и воду: запорная, защитная, регулирующая
DN 6–1400, PN 0,1–50 МПа, Tmax = 560 ˚С
ТУ 2913-001-15365247-2004,
ТУ 3740-002-15365247-2004
Электроприводы колонковые и встроенные
Мкр от 80 Н·м до 8800 Н·м,
ТУ 28.14.20-006-15365247-2016
Редукционно-охладительные установки, БРОУ, ОУ, РУ
Производительностью до 1000 т/ч
Рр ≤ 27 МПа, Tmax = 560 ˚С
ТУ 3113-003-15365247-2009
Шумоглушители сброса пара и газов в атмосферу
Рр перед сбросным клапаном ≤ 27 МПа, Tmax = 560 ˚С
ТУ 3113-004-15365247-2011
Шкафы управления РОУ (ОУ, РУ, БРОУ); ИПУ; электро- и пневмоприводной арматурой
Дистанционный автоматический контроль и управление технологическими процессами
подготовки пара с заданной точностью ТУ 27.12.31-007-15365247-2016
ЦИФРЫ И ФАКТЫ

ПРЕИМУЩЕСТВА ПРОДУКЦИИ ПРОИЗВОДСТВА ООО "БАРНАУЛЬСКИЙ КОТЕЛЬНЫЙ ЗАВОД"
● Арматура высокого давления изготавливается в штампованных и литых корпусах.
● Уплотнительные поверхности наплавляются материалами на основе кобальта и кобальтосодержащими сплавами, повышающими межремонтные интервалы до 10 раз.
● 100% выпускаемой номенклатуры сертифицировано на соответствие требованиям технических регламентов:
- ТР ТС 010/2011 - «О безопасности машин и оборудования»,
- ТР ТС 032/2013 - «О безопасности оборудования, работающего под избыточным давлением»,
- ТР ТС 004/2011 - «О безопасности низковольтного оборудования»,
- ТР ТС 020/2011 - «Электромагнитная совместимость технических средств».
● Качество выпускаемых изделий гарантируется действующей на предприятии системой менеджмента качества, сертифицированной по международному стандарту ГОСТ Р ИСО 9001:2015 (ИСО 9001-2015).
● Неразрушающий контроль выполняется на современном оборудовании в заводской лаборатории металлов и термической обработки, аттестованной АРЦ НК.
● Все структурные подразделения и стадии производства от разработки конструкторской документации до приёмо-сдаточных испытаний сосредоточены на территории предприятия.
● Разрабатываем систему автоматизации.
● Комплектуем и оснащаем выпускаемое оборудование электроприводами, шкафами управления и КИП.
● Осуществляем услуги по пуско-наладке оборудования: контроль правильности монтажа; проверка настроек; запуск в работу.
● Являемся разработчиком конструкций арматуры, РОУ, шумоглушителей, электроприводов арматуры и выпускаем всю номенклатуру продукции по собственным ТУ.
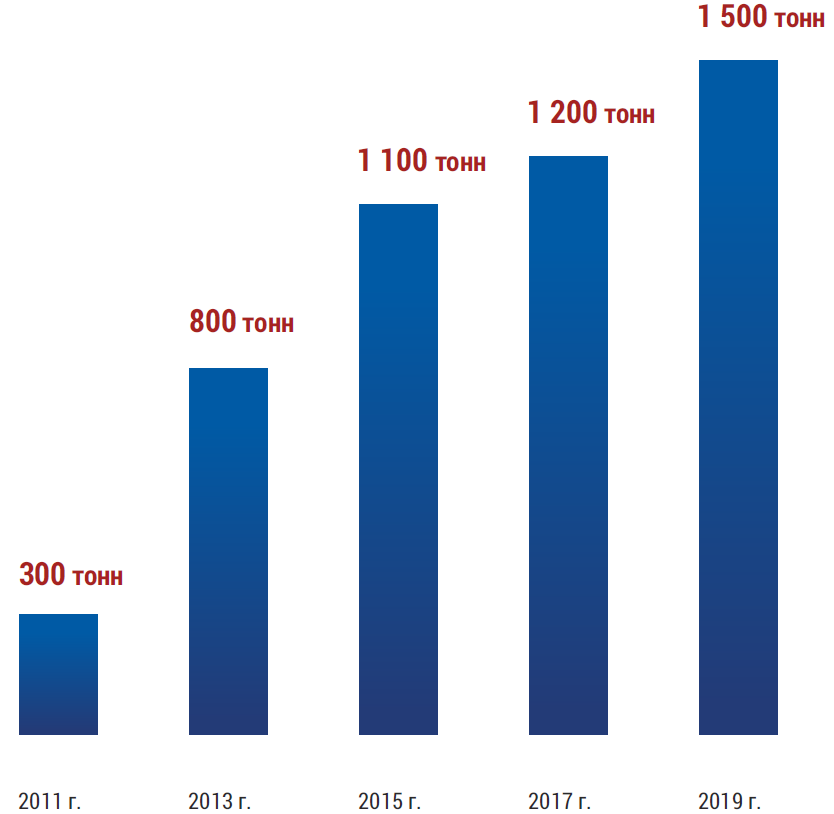
ДИНАМИКА ОБЪЁМА ВЫПУСКА ПРОДУКЦИИ
C 2011 до 2019 гг. объём выпускаемой продукции вырос в 5 раз.
Это связано с освоением нескольких серий крупных клапанов и задвижек на высокие параметры, массогабаритные характеристики которых в 2-3 раза превышают изготавливаемые ранее.
ГЕОГРАФИЯ ПОСТАВОК
Энергетическое оборудование производства ООО «БКЗ» успешно работает на предприятиях России и стран ближнего и дальнего зарубежья.

ПРОДУКЦИЯ ЗАВОДА
Продукция ООО "БКЗ" получила наивысшие оценки заказчиков в номинациях «Котельное оборудование» и «Трубопроводная арматура» по итогам независимого опроса
энергетических компаний Рейтинговым центром ТЭК в 2019 г.
Новые разработки
Клапаны регулирующие разгруженные типа 21с
DN 100-250. Дисковые
• Регулирование расхода питательной воды и пара в узлах питания парогенераторов, РОУ, БРОУ.
• Применяются в качестве всережимных регулирующих органов.
Клапаны-регуляторы температуры типа 22с
DN 20-65. Прямоточные дисковые
• Регулирование температуры пара в тракте котла в качестве клапанов впрыска.
• Регулирование температуры редуцированного пара в РОУ, БРОУ, ОУ ТЭС.
• Регулирование расхода и давления пара в РОУ, управление непрерывной продувкой.
Клапаны регулирующие разгруженные типа 23с
DN 80-200. Прямоточные дисковые
• Регулирование расхода или давления рабочей среды в РОУ, РУ и трубопроводах пара и горячей воды.
• Расход среды через клапан регулируется изменением площади проходного сечения, которое достигается поворотом золотника относительно седла.
Клапаны-регуляторы температуры типа 24с
DN 20-65. Угловые, дисковые
• Регулирование температуры перегрева пара на котлах, редуцированного пара в ОУ, РОУ, БРОУ ТЭС.
• Регулирование расхода и давления пара в РОУ, трубопроводах непрерывной продувки.
Запорная арматура
Клапаны (вентили) запорные
DN 6-80
• Применяются только для открытия или перекрытия трубопроводов путем возвратно-поступательного перемещения запорного органа.
• Используются только для включения или отключения трубопровода.
Задвижки запорные
DN 80-400
• Служат в качестве устройств для герметичного перекрытия трубопроводов воды и пара основных технологических систем станций и предприятий.
• Используются только для включения или отключения трубопровода.
Арматура защитная
Клапаны обратные и затворы обратные
DN 10-250
Применяются в качестве автоматически действующих защитных устройств, служащих для предотвращения обратного потока рабочей среды при аварийных ситуациях.
Клапаны предохранительные прямого действия
DN 25-80
Устанавливаются для защиты паровых котлов и сосудов.
Обеспечивают безопасность путем автоматического открытия клапанов и сброса избытка пара в атмосферу.
Клапаны предохранительные и импульсные в составе ИПУ
DN 20-300
Предназначены для обеспечения безопасной работы оборудования путем зашиты от превышения давления рабочей среды выше допустимой величины.
Клапаны предохранительные серии 788
DN 400/600
Являются предохранительным устройством прямого действия.
Устанавливается на трубопроводах редуцированного и острого пара после РОУ.
Регулирующая арматура
Клапаны регулирующие поворотные типа 6с
DN 50-300
Предназначены для регулирования расхода или давления рабочей среды.
Клапаны регулирующие игольчатые
DN 400
Применяются в качестве регуляторов расхода жидкости.
Подразделяются: клапаны игольчатые с рычажным приводом, клапаны игольчатые с маховиком или электроприводом, клапаны угловые.
Клапаны регулирующие двухседельные типа 14с
DN 300-400
Предназначены для регулирования расхода или давления рабочей среды посредством изменением площади проходного сечения.
Клапаны регулирующие специальные типа 18с
DN 80-300
Применяются в качестве управляемых дросселирующих органов БРОУ и РОУ, а также для регулирования давления рабочей среды в трубопроводах пара и воды.
Конструктивные исполнения: запорно-регулирующие; регулирующие.
Клапаны регулирующие шиберные
DN 100-250
Применяются для регулирования расхода или давления рабочей среды посредством изменения площади проходного сечения.
Клапаны запорно-дроссельные серии 950
DN 100/150 - 200/250
Служат в качестве управляемых дросселирующих устройств БРОУ.
Предназначаются для сброса острого пара при пуске или остановке энергоблока, при потребности пара на турбину меньше паропроизводительности парогенератора.
Клапаны регулирующие разгруженные серии 1416
DN 100-250
Предназначены для регулирования расхода питательной воды и устанавливаются в узлах питания парогенераторов.
Применяются в качестве всережимных регулирующих органов.
Клапаны регулирующие с поворотной заслонкой типа 12с
DN 50-700
Затворы поворотные дисковые типа 12с
DN 300-1400
Предназначены для регулирования расхода водяного пара, газа, воздуха, неагрессивных очищенных газов.
Редукционно-охладительные установки, БРОУ, ОУ, РУ
Производительностью до 1000 т/ч
Рр ≤ 27 МПа, Tmax = 560 ˚С
Шкафы управления
- РОУ, БРОУ, ОУ, РУ;
- электро- и пневмоприводной арматурой;
- ИПУ (импульсно-предохранительными устройствами.
Шкафы управления позволяют осуществлять дистанционный автоматический контроль и управление технологическими процессами редуцирования и охлаждения пара с заданной точностью.
Управление возможно в режимах:
• Ручном со шкафа управления.
• Удалённом с выносного поста.
• Автоматическом.
• Дистанционном со SCADA-системы.
Электроприводы
Встроенные электроприводы
Предназначены для управления запорной и регулирующей арматурой ТЭС.
Колонковые электроприводы
Предназначены для дистанционного управления запорной и регулирующей арматурой в условиях
эксплуатации, недопускающих применять встроенные электроприводы.
Электроприводы позволяют осуществлять:
— Закрытие, открытие, остановку в любом промежуточном положении запорного устройства арматуры со щита управления и в ручном режиме.
— Автоматическое отключение электродвигателя: при достижении запорным или регулирующим устройством заданных граничных положений, в крайних положениях и промежуточном положении в момент хода запорного элемента при достижении крутящего момента на приводном валу выше заданного.
— Местное и дистанционное указание положения запорного устройства.
— Электрическую блокировку электродвигателя при ручном управлении арматурой.
— Дистанционную сигнализацию.
Шумоглушители
Шумоглушители сброса пара и газов в атмосферу
Предназначены для снижения уровня звукового давления в прилегающих районах во время выброса в атмосферу пара/газов до значений, требуемых Заказчиком и установленных в СН 2.2.4/2.1.8.562-96
и других нормативных документах.
ПОДРАЗДЕЛЕНИЯ ЗАВОДА
Скоординированная работа всех структурных подразделений предприятия позволяет эффективно решать задачу обеспечения качества и высоких эксплуатационных показателей выпускаемой продукции.
Конструкторский отдел
- Рассчитывает, проектирует и осуществляет постановку на производство новых конструкций и новых видов энергетической арматуры, РОУ, шумоглушителей, проектов по индивидуальным требованиям Заказчика.
- Разрабатывает собственную конструкторскую документацию на всю выпускаемую продукцию согласно ТУ, разработанным на предприятии.
- Выполняет гидравлические, тепловые, прочностные, аккустические расчёты, 3D-моделирование, используя современное программное обеспечение.
- Состоит из высококвалифицированных специалистов, готовых к выполнению проектов любой степени сложности.
Технологический отдел
- Разрабатывает и внедряет техпроцессы для производства выпускаемой предприятием продукции.
- Осуществляет технологическую подготовку производства, которая заключается в проектировании технологической оснастки, приспособлений, режущего и мерительного инструмента.
- Контролирует соблюдение технологических процессов.
- Разрабатывает и проектирует нестандартное технологическое оборудование.
Отдел контроля качества продукции
Осуществляет контроль качества непрерывно на всех этапах производства:
1. Входной контроль поступающих материалов и комплектующих
2. Контроль каждой детали, сварных соединений и основного металла
3. Приемо-сдаточные испытания
Высокое качество подтверждается неразрушающим контролем, выполненным на современном оборудовании в заводской лаборатории металлов и термической обработки, имеющей свидетельство
об аттестации АРЦ НК.
Аттестованные специалисты лаборатории выполняют все методы контроля:
• механические испытания;
• спектральный анализ;
• магнитно-порошковый контроль;
• ультразвуковой контроль;
• капиллярный контроль;
• радиография.
Производство
Оснащено современными станками с ЧПУ, обрабатывающими центрами и другими высокопроизводительными установками.
За один месяц при режиме работы в одну смену завод производит энергетическую арматуру в следующих объёмах:
● 6-65 мм — 3500 штук,
● 50-400 мм — 150 штук.
Заготовительное
● Нарезка заготовки: круг, труба, шестигранник, диаметр не более 400 мм.
● Плазменная резка. Толщина не более 60 мм.
● Рубка листового металла гильотиной до 20 мм.
● Гибка листового металла. Толщина не более 12 мм.
Металлообрабатывающее
Обработка изделий, размеры которых не более:
● на токарно-карусельных станках - Ø = 1400 мм, H = 1000 мм;
● на токарном оборудовании - Ø = 500 мм, L = 3000 мм.
● на ГРС: Ø 800, Ммах – 5 т.
Термическая обработка
● Термические операции: нормализация, закалка с отпуском, отжиг, подогрев.
● Предельная температура нагрева печей Tmax = 1150 ºC.
● Максимальные габаритные размеры термообрабатываемых изделий: 1500х680х680 мм, 1300х1000х500 мм, 1400х1070х810 мм.
● Химико-термическая обработка (оксикарбонитрация).
Механосборочное
Ручная сборка с применением грузоподъёмных механизмов.
Инструментальное
Изготовление всевозможной оснастки для основного производства (токарных, фрезерных, расточных станков).
Кузнечно-прессовое
Горячая и холодная штамповка комплектующих для запорной арматуры.
Сварочное
● Автоматическая сварка под флюсом Ø 150-630 мм, S 12-120 мм. Группа основных материалов: 1; 4; 1 + 4.
● Автоматическая наплавка в среде защитных газов и под флюсом
● Ручная дуговая сварка Ø 25-500 мм, S 2-36 мм. Группа основных материалов: 1; 4; 1 + 4.
● Ручная дуговая наплавка S 12-100 мм. Группа основных материалов: 1; 4.
Все специалисты-сварщики аттестованы НАКС.
Склад готовой продукции
С наличием более 17 000 единиц арматуры и приводов, благодаря чему срок поставки продукции составляет от 5 дней.
● Упаковка под современные транспортные средства.
● Доставка в любые города и страны любым видом транспорта.
ТЕХНИЧЕСКОЕ ОСНАЩЕНИЕ
Техническое оснащение производства на всех этапах современными станками с ЧПУ, обрабатывающими центрами, испытательным и контрольным оборудованием гарантирует высокое и стабильное качество выпускаемой продукции
Этап запуска в производство
По результатам входного контроля материалы, как правило, проходят улучшающую термообработку. Режимы контролируются электронными контроллерами. Заготовительные операции выполняются на современном высокопроизводительном и точном оборудовании с минимальными припусками на обработку:
● Портальная установка плазменной резки с ЧПУ мод. EasyCut 3001/15/PG. Словения, 2010 г.
● Лентопильные станки. Тайвань, 2006-2012 гг.
Этап изготовления
Все детали арматуры, обеспечивающие герметичность, плотность и перемещение рабочего органа изготавливаются на современных станках с ЧПУ, при этом максимально исключается человеческий фактор влияния на качество. Это относится и к мехобработке и к сварке и наплавке.
Мы гарантируем точность обработки и соответствие чистоты поверхности. Наши детали взаимозаменяемы и без дополнительной обработки (притирки) обеспечивают герметичность.
При этом участвует оборудование:
● Центр обрабатывающий 5-ти координатный с ЧПУ «Trevisan 300/70». Италия, 2012 г. Позволяет выполнять полную обработку корпуса DN65–DN200 с одной установки.
● Токарные центры (12 штук) с ЧПУ, «GoodWay» и «ECOCO». Тайвань, 2008-2013 гг. Обеспечивают механическую обработку точением всех внутренних устройств клапанов и задвижек.
● Центр обрабатывающий фрезерного типа 4-х координатный с ЧПУ. Тайвань, 2017 г. Обеспечивает обработку фрезерованием всех деталей клапанов и задвижек.
● Горизонтально-расточные станки с ЧПУ (5 шт.) и с УЦИ (4 шт.). Россия, Китай, 2007-2016 гг. (новые и после модернизации). Обеспечивают механическую обработку точением и фрезерованием крупных деталей весом до 5 тонн.
● Карусельные станки с УЦИ. Китай, Россия, 2014 г. Обеспечивают обработку деталей Ø до 1400 мм.
● Установка автоматической сварки под флюсом (2 шт.). Источник LAF-1001. Швеция.
● Установка автоматической наплавки в среде «Ar» (2 шт.). Источник «Кемppi FastMig Pulse 450». Финляндия, 2013 г.
● Установка автоматической порошково-плазменной наплавки. «Сastolin», 2014 г.
● Установка автоматической наплавки под флюсом. Источник LAF-1001-Швеция. 2012 г. Обеспечивают высокое качество сварки и наплавки элементов работающих при параметрах: Рраб mах=37,3 МПа; Т mах=560 ºС.
Этап контроля и испытаний
Качество и надёжность арматуры подтверждается неразрушающим контролем с применением современного оборудования, позволяющего фиксировать результаты на ПК:
● УСД-50 и Томографик (контроль УЗК). Россия, 2009-2014 гг.
● PARKER-DA1500 (магнитный контроль). США, 2007-2012 гг. PELING (цветная дефектоскопия). Германия, 2015 г.
● Достоверность гидравлических испытаний обеспечивается на 6 аттестованных испытательных стендах. Для создания испытательного давления используются 3 двухконтурные нагнетательные станции, создающие испытательное давление до 100 МПа. Россия, 2008-2016 гг.
СЕРТИФИКАТЫ И РАЗРЕШЕНИЯ
ООО «БКЗ» имеет все необходимые сертификаты и разрешения на выпускаемую продукцию. Наиболее важные:
- ТР ТС 010/2011 - «О безопасности машин и оборудования».
- ТР ТС 032/2013 - «О безопасности оборудования, работающего под избыточным давлением».
- ТР ТС 012/2011- «О безопасности оборудования для работы во взрывоопасных средах».
- ТР ТС 004/2011 - «О безопасности низковольтного оборудования».
- ТР ТС 020/2011 - «Электромагнитная совместимость технических средств».
- Сертификат соответствия требованиям промышленный безопасности для РОУ и шумоглушителей.
- Протоколы испытаний арматуры в аккредитованной лаборатории.
- Аттестаты ГАЦ АРНАКС технологии сварки и наплавки и сварочного оборудования.
- ООО «Барнаульский котельный завод»

КОНТАКТЫ
ООО "Барнаульский котельный завод"
656023, Россия, Алтайский край, г. Барнаул, а/я 276, пр. Космонавтов, 6э
Приемная тел.: +7 (3852) 33-66-67
Отдел продаж тел.: +7 (3852) 22-32-67
Отдел снабжения тел.: +7 (3852) 37-96-08
Отдел отгрузок тел.: +7 (3852) 33-80-58
е-mail: bkz@bkzn.ru
www.bkzn.ru
Официальный представитель на территории Республики Беларусь -
ООО «Торговый дом «Барнаульский котельный завод»
220024, Республика Беларусь, г. Минск, ул. Стебенева, 16/2, офис 12
Тел./факс: +375 (17) 374-70-75
e-mail: office@bkz.by
www.bkz.by