
Как исправляют скрытые дефекты литья на ООО "БКЗ"
Дрожжин Алексей Николаевич, главный сварщик ООО «БКЗ»
Часть номенклатуры продукции, выпускаемой ООО «Барнаульский котельный завод», изготавливается с использованием корпусов, отлитых из углеродистой и легированной стали. Качеству отливок, из которых изготавливаются корпусные элементы, уделяется повышенное внимание. В ходе проведения механической обработки не редкими бывают случаи, когда обнаруживаются скрытые дефекты металла, такие как поры, песочные включения и т. п. Они выявляются при проведении визуального контроля, магнитопорошковой дефектоскопии или цветной дефектоскопии. Все выявленные дефекты подлежат устранению. Производится их выборка механическим способом с последующей заваркой дефектного места. Исправление дефектов по внутреннему диаметру патрубка зачастую осложняется относительно малым его номинальным диаметром. Заварка дефектного места ручным дуговым способом сварки покрытыми электродами в таких случаях затруднена.
Перед специалистами отдела главного сварщика ООО «Барнаульский котельный завод» была поставлена задача повысить качество и производительность исправления дефектов в отливках по внутреннему диаметру патрубков.
Для решения поставленной задачи была разработана и запатентована сварочная головка (рис. 1), позволяющая выполнять наплавку под флюсом внутри патрубка диаметром от 60 мм, а длина проникновения сварочной головки внутрь изделия может достигать 1500 мм.
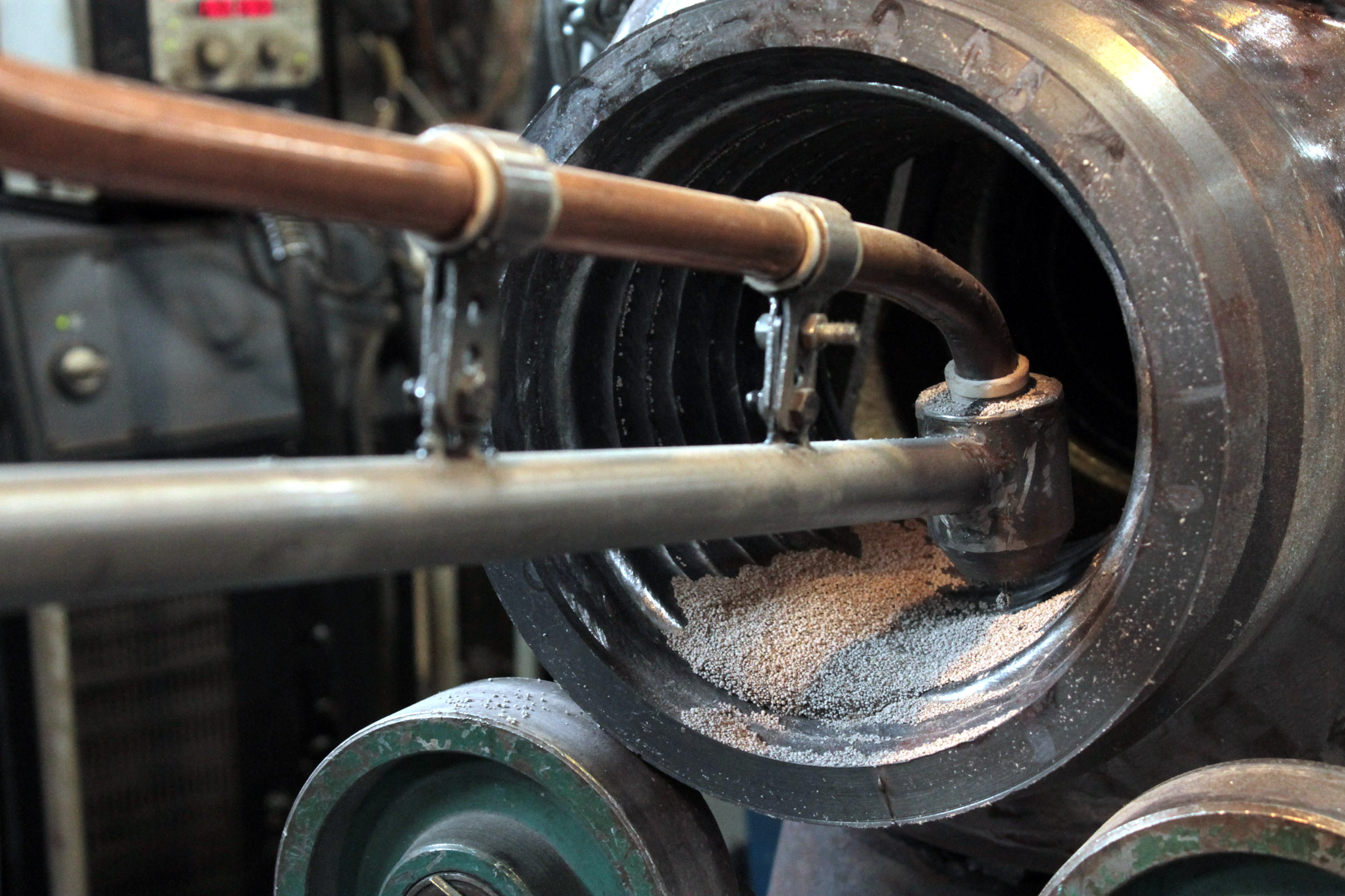
Сварочная головка содержит токопроводящую штангу с токосъемным наконечником, направляющую для сварочной проволоки, и флюсоподающую трубу, соединенную с бункером-питателем и форсункой с регулятором расхода воздуха с одной стороны и приемной воронкой с другой. К верхней части приемной воронки подключен воздуховод для отвода из зоны сварки потока воздуха, транспортирующего флюс. Принципиальная схема сварочной головки представлена на рисунке 2.
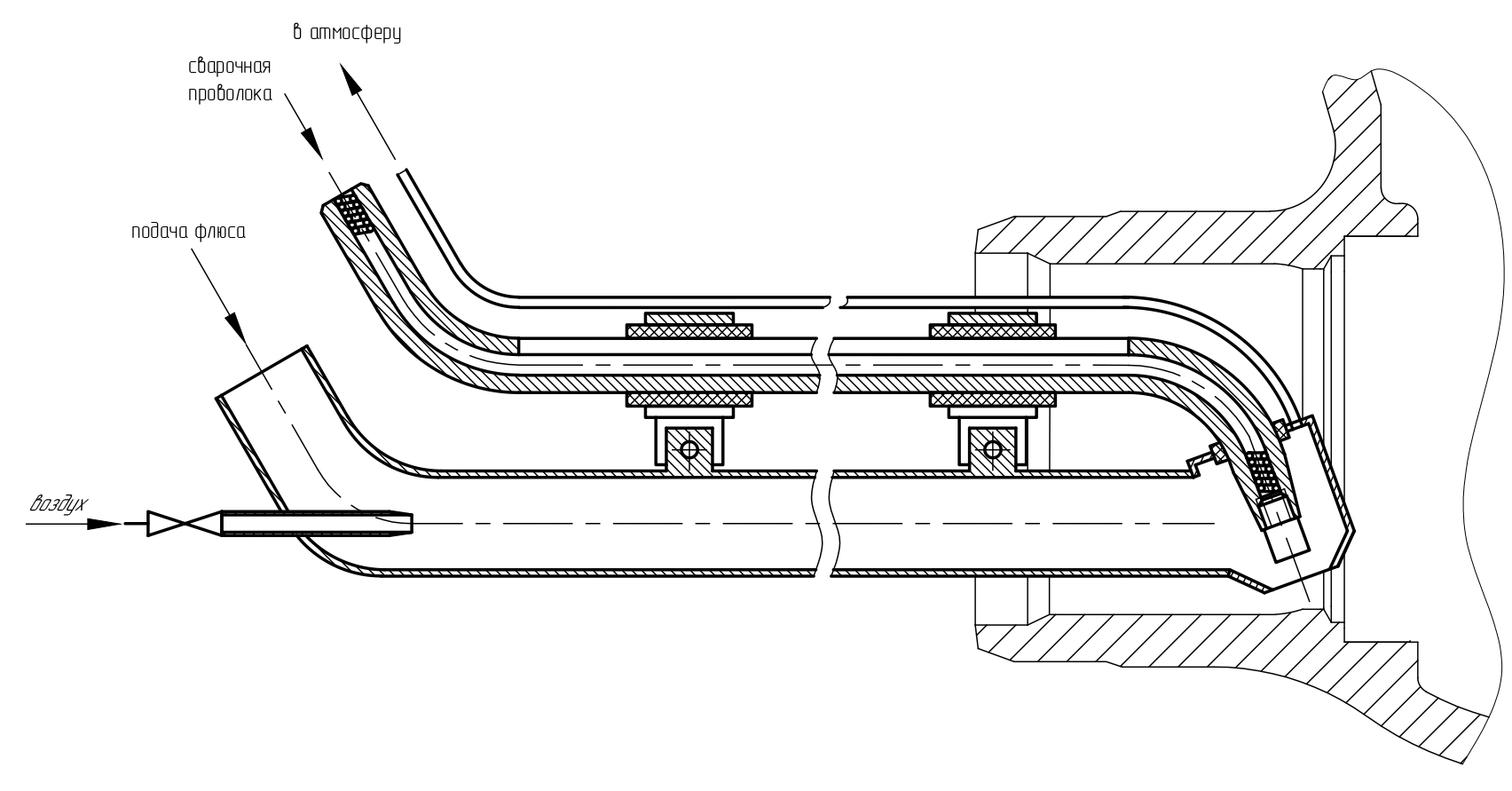
Рис. 2. Сварочная головка
Сварочная головка работает следующим образом: ее закрепляют на сварочной колонне и соединяют с одним из полюсов сварочного источника, бункером-питателем флюса и трубопроводом сжатого воздуха.
Для начала сварочного процесса производят заполнение зоны сварки флюсом. Флюс из бункера-питателя самотеком поступает на вход флюсоподающей трубы, а затем воздушным потоком с помощью форсунки с регулятором расхода воздуха в приемную воронку и далее в зону сварки.
После заполнения зоны сварки слоем флюса инициируют сварочный процесс, т. е. включают сварочный ток, механизм подачи сварочной проволоки (не показан) и перемещают по определенной программе наплавляемое изделие. Одновременно с помощью регулятора расхода воздуха производят регулировку расхода флюса, который зависит от многих факторов, прежде всего от режимов сварки (сварочного тока, скорости сварки), марки флюса и сварочных материалов.
Внедрение данной сварочной горелки позволило:
- значительно увеличить производительность наплавки по сравнению с ручной дуговой наплавкой;
- повысить качество наплавленного металла благодаря надежной защите наплавленного слоя от воздействия окружающей среды;
- уменьшить расход присадочного материала в результате исключения потерь на разбрызгивание и уменьшение угара электродного металла;
- улучшить условия труда сварщика за счёт механизации процесса и отсутствия открытой дуги.
В 2018 году на сварочную головку был зарегистрирован патент № 2643762 (рис. 3). Изобретение является интеллектуальной собственностью ООО «Барнаульский котельный завод».

Рис. 3. Патент на сварочную головку № 2643762